
In today’s rapidly evolving world, the convergence of digital technology and manufacturing has revolutionized the way products are designed, produced, and delivered – and the pace of that revolution is only increasing.
Digital technology has become an indispensable tool for manufacturers across industries. From streamlining operations to enhancing efficiency and productivity, it is reshaping the industry.
Traditional IT technology is making in-roads into manufacturing and bringing together IT and Operations Technology (OT)
What is ITOT?
“ITOT” stands for Information Technology and Operations Technology.
Information technology (IT) typically refers to the use of computers, software, and networks for managing and processing data and information. It encompasses areas such as enterprise resource planning (ERP) systems, data analytics, cybersecurity, cloud computing, and communication networks.
On the other hand, operations technology (OT) encompasses the hardware and software systems that are used to monitor, control, and automate physical processes and equipment in industries. This includes technologies like supervisory control and data acquisition (SCADA) systems, programmable logic controllers (PLCs), robotics, sensors, and other industrial control systems.
ITOT refers to the convergence and integration of information technology (IT) and operations technology (OT) within an industrial or manufacturing environment. It is technology agnostic and simply refers to the concept of merging digital technology with manufacturing operations.
The acronym is so similar to IIOT (Industrial Internet of Things) that the two are frequently mistaken for each other. However ITOT is much broader than just Internet of Things technology. The convergence of IT and OT allows for seamless communication and integration between the business and operational aspects of an organization. It refers to any time the exchange of data and information between different systems can be used to enhance operations. ITOT helps manufacturers embrace a holistic view of operations or renew traditional operational practices with modern technology to result in improved efficiency, productivity, and decision-making within industrial settings.
By integrating IT and OT, organizations can leverage advanced analytics, real-time monitoring, and automation to optimize processes, reduce downtime, improve quality control, and enhance overall operational performance.
What are the Benefits of Digital Technology in Manufacturing?
1. Enhanced Efficiency and Productivity:
- Digital technology has enabled manufacturers to optimize their processes, resulting in increased efficiency and productivity. Automation and robotics have eliminated repetitive manual tasks, leading to faster production cycles and reduced human error. Real-time data analytics and machine learning algorithms allow manufacturers to monitor and optimize operations, enabling predictive maintenance, minimizing downtime, and improving overall productivity.
2. Improved Quality Control:
- Digital technology plays a crucial role in ensuring product quality throughout the manufacturing process. Advanced sensors and monitoring systems enable real-time data collection and analysis, enabling manufacturers to detect and address quality issues promptly. This proactive approach reduces defects, rework, and waste, resulting in higher-quality products and improved customer satisfaction.
3. Accelerated Innovation and Customization:
- Digital technology empowers manufacturers to innovate and bring new products to market faster. Computer-aided design (CAD) software facilitates the creation of complex product designs, enabling rapid prototyping and reducing time to market. Moreover, digital manufacturing techniques, such as additive manufacturing (3D printing), allow for greater customization and personalization of products, meeting the evolving demands of customers.
4. Supply Chain Optimization:
- Digital technology has revolutionized supply chain management, making it more efficient and responsive. The adoption of technologies like Internet of Things (IoT), blockchain, and cloud computing enables real-time visibility and traceability across the entire supply chain. Manufacturers can accurately track inventory, monitor shipments, and manage logistics, leading to optimized inventory levels, reduced lead times, and enhanced collaboration with suppliers.
5. Smart Factories and Industry 4.0:
- The concept of the “smart factory” has emerged with the integration of digital technology in manufacturing, fueling the advent of Industry 4.0. Smart factories leverage technologies such as Industrial Internet of Things (IIoT), artificial intelligence (AI), and big data analytics to create interconnected and intelligent systems. This enables seamless communication between machines, predictive maintenance, autonomous production, and data-driven decision-making, resulting in increased efficiency, flexibility, and competitiveness.
What has Changed to Enable ITOT Convergence?
Historically digital technology required large bulky servers which only operated in clean environments. This made integration of such technology nearly impossible in hot and sometimes messy manufacturing plants. Additionally, the initial investment required for implementing digital technologies in manufacturing was significant – involving acquiring new equipment and software and integrating them with existing systems. This high cost has also historically provided another barrier of entry.
In accordance with Moore’s law, however, the ratio of compute power to hardware size has increased exponentially in recent years (and subsequently the cost for that computing power has decreased). Additional technology advancement in fields such as virtualization have enabled modern digital technology to run powerful workloads in a relatively small space and on a variety of hardware types - unlike in the past where a server rack may take up a whole room, now a simple Linux node can be embedded in a ruggedized box alongside a PLC rail and run Docker containers with a variety of different software images.
In addition to past issues with digital technology’s size and reliability in industrial environments, one significant blocker to IT and OT integration has been security concerns. Manufacturers prioritize the reliability and security of their operations, and the introduction of digital technologies introduces potential new vulnerabilities and risks, such as cyberattacks or system failures. As a result, manufacturers have been cautious about adopting digital technologies to avoid potential disruptions.
As technology has advanced, however, the introduction of Next Generation Firewalls and machine-learning-powered Deep Packet Inspection have provided a new set of tools to increase the security and provide the needed protection for ITOT integration.
ITOT Examples
As we mentioned earlier – ITOT simply refers to the convergence and integration of information technology and operations technology in industrial or manufacturing environments. As such, there are a wide range of different implementations and different technology stacks that can be involved. Ultimately the goal of an ITOT strategy is to better integrate business and corporate technologies with the technology and data that is available in the manufacturing plants to make valuable business decisions or drive business outcomes.
Let’s take a look at a couple of practical examples of ITOT in manufacturing environments:

Integrated Data Pipeline
An integrated data pipeline transmits from temperature sensors into the cloud. In this example, RTD temperature sensors are capturing data from the inlet and outlets of a heat exchanger. By building a secure data pipeline with tools such as Azure IoT Edge modules, Azure IoT Hubs, and Azure Functions to transmit the data from the sensors to the cloud, the data can be modeled over time to analyze with PowerBI and predict when the heat exchanger efficiency has degraded to the point that it needs to be taken down for maintenance.

Custom Mobile App
A custom mobile app provides remote access to engineering data and designs with interactive dashboards. In this example, a custom mobile app is optimized for iPads with React Native and allows the construction foreman to stream video and pictures back to the engineering and design teams in real-time. The streaming is handled via a scalable Kubernetes cluster hosted in AWS with an Apigee API Management layer. In addition, the foreman can access things like blue-prints, design documents, maintenance instructions, and other details from the applicable location within the construction site using geo-tags.
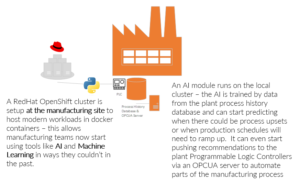
Local cloud environments run modern machine learning and AI based off of process history data. In this example, a “Private Cloud” is constructed by building a RedHat Openshift cluster on Linux servers at the manufacturing site itself. By co-locating the servers where the Distributed Control System resides, it is now possible to run AI/ML workloads alongside the legacy process control automation.
Summary
Digital technology has become the backbone of modern manufacturing, driving significant improvements in efficiency, productivity, quality control, innovation, and supply chain management. Embracing digital transformation is no longer a choice but a necessity for manufacturers to stay competitive in today’s dynamic marketplace. ITOT represents the integration of information technology and operations technology – facilitating a unified approach to managing and optimizing industrial processes and systems. As technology continues to advance, it is crucial for manufacturers to develop and embrace an ITOT strategy in order to adapt to the evolving landscape and unlock new opportunities to reap the benefits that digital technology has to offer.
Want More Details?
Interested in learning more about leveraging digital technology in your manufacturing environments? Perficient is a leading digital consultancy, and we have thousands of skilled strategists and technologists in the U.S., Europe, Latin America, and India who can help you develop your ITOT strategy and roadmap how to improve your business modernization; Contact Us Today!


Hi , the significance of technology has been explained very well in you article its worth reading and to know more about how the tech company amazon has doubled its investment in India click on below link
https://thedubaiheadlines.com/amazon-to-more-than-double-its-investment-in-india-to-26bn-by-2030/
Hello, the article posted is very good and very informative in technology and to know more about how technology has helped Dubai to become a smart city, click on the below link
https://thedubaiheadlines.com/dubais-tech-way-to-a-smart-city/